![]()
یکی از مشکلاتی که هنگام خمکاری قطعات با آن روبرو می شویم باز بودن زاویه خم در وسط قطعه کار نسبت طرفین است. علت این اتفاق تغییر شکل های سازه ای دستگاه پرس برک در اثر نیروهای وارد شده در حین خمکاری است. در گذشته برای از بین بردن این مشکل اپراتورهای دستگاه با استفاده از کاغذ یا شیم اقدام به لایه گذاری (لاتون) زیر ماتریس می کردند که این اختلاف زاویه را رفع کنند. امروزه با پیشرفت دستگاه های CNC از سیستم های کراونینگ (Crowning) برای رفع این مشکل استفاده می شود. سیستم های کراونینگ (Crowning) با ایجاد یک قوس در طول میز دستگاه باعث خنثی شدن اثرات تغییر شکل سازه دستگاه و بدست آمدن زاویه خم یکسان در طول خم می شوند.
سیستم های کراونینگ (Crowning) به دو دسته کلی هیدرولیکی و مکانیکی تقسیم می شوند.
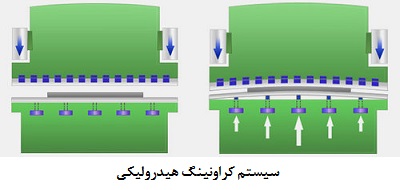
سیستم کراونینگ هیدرولیکی
در سیستم های هیدرولیکی، در قسمت زیرین میز ثابت (فک پایین) تعدادی سیلندر هیدرولیکی قرار می دهند که وظیفه خنثی سازی اثرات تغییر شکل های سازه ای را به عهده دارند. یکی از مشکلات این نوع سیستم دقت پایین آن است و برای رفع این مشکل باید تعداد جک های هیدرولیکی زیر میز دستگاه را زیاد کرد که این امر خود پیچیدگی در سیستم هیدرولیک دستگاه و همچنین افزایش قیمت تمام شده را به همراه دارد.
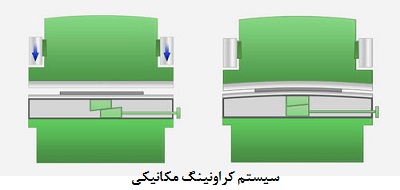
سیستم کراونینگ مکانیکی
در سیستم های مکانیکی میز دستگاه از دو قسمت ثابت و متحرک تشکیل شده است و سطوح اتصال این دو قسمت میز به هم از گوه های سنگ خورده تشکیل شده اند. قسمت متحرک بر اساس فرمان دریافت شده از کنترلر دستگاه بروی قسمت ثابت حرکت می کند و در وسط میز انحنایی به سمت بالا برای خنثی کردن تغییر شکل های سازه ای ایجاد می کند و این مهم تضمین کننده زاویه خم یکسان در وسط خم و طرفین است. میزان حرکت قسمت متحرک بر اساس جنس و ضخامت ورق و همچنین طول خم توسط کنترلر محاسبه می شود.
جهت کسب اطلاعات بیشتر در خصوص این سیستم و همچنین دستگاه های ورقکاری، با کارشناسان هونام تماس بگیرید.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}